
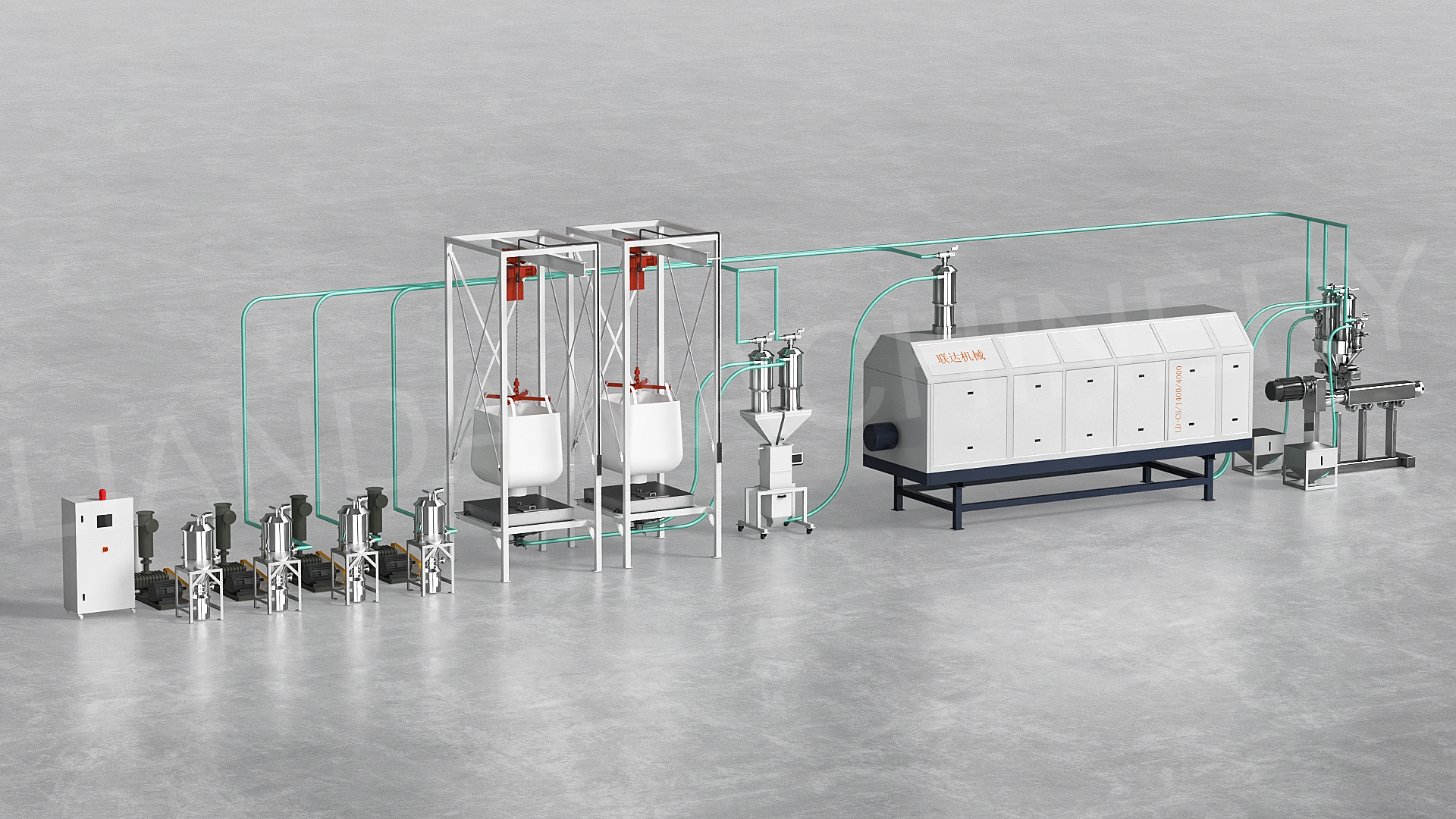
PET levha üretim hattı için IRD Kurutucu





PET Levha Yapımı için Kızılötesi Kristalizasyon Kurutucu
PET Levha Yapımına yönelik Çözümler --- Hammadde: PET Yeniden öğütülmüş pul + İşlenmemiş reçine
Kurutma, işlemedeki en önemli değişkendir.
LIAANDA, enerji tasarrufu yaparken aynı zamanda nemle ilgili kalite sorunlarını ortadan kaldırabilecek ekipman ve prosedürler geliştirmek için reçine tedarikçileri ve işleyicileriyle yakın işbirliği içinde çalışıyor.
>> Düzgün kurumayı sağlamak için Rotasyonlu kurutma sistemini benimseyin
>>Kurutma işlemi sırasında yapışmadan veya topaklanmadan iyi karıştırma
>>Farklı yığın yoğunluklarına sahip ürünler arasında ayrım yapılmaz
Enerji Tüketimi
Bugün LIANDA IRD kullanıcıları, ürün kalitesinden ödün vermeden enerji maliyetini 0,08kwh/kg olarak bildiriyor.
>>IRD sistemi PLC kontrollerinin mümkün kıldığı toplam süreç görünürlüğü
>>50 ppm'ye ulaşmak için yalnızca IRD 20 dakika kadar yeterlidir Tek adımda kurutma ve kristalleştirme
>>Yaygın uygulama
Nasıl Çalışılır

>>İlk adımda tek hedef, malzemeyi önceden belirlenmiş bir sıcaklığa kadar ısıtmaktır.
Tamburun dönüş hızını nispeten yavaş olarak benimseyin, kurutucunun Kızılötesi lambaların gücü daha yüksek bir seviyede olacaktır, daha sonra plastik reçine, sıcaklık önceden ayarlanan sıcaklığa yükselene kadar hızlı bir şekilde ısınacaktır.
>>Kurutma ve Kristalleştirme adımı
Malzeme sıcaklığa ulaştığında, malzemenin topaklanmasını önlemek için tamburun hızı çok daha yüksek bir dönüş hızına artırılacaktır. Aynı zamanda kurutma ve kristalleşmeyi tamamlamak için kızılötesi lambaların gücü tekrar artırılacaktır. Daha sonra tamburun dönüş hızı tekrar yavaşlatılacaktır. Normalde kurutma ve kristalleştirme işlemi 15-20 dakika sonra tamamlanır. (Tam süre malzemenin özelliğine bağlıdır)
>>Kurutma ve kristalleştirme işlemini tamamladıktan sonra, IR Tamburu malzemeyi otomatik olarak boşaltacak ve bir sonraki döngü için tamburu yeniden dolduracaktır.
Otomatik yeniden dolum ve farklı sıcaklık rampaları için ilgili tüm parametreler, son teknoloji ürünü Dokunmatik Ekran kontrolüne tamamen entegre edilmiştir. Belirli bir malzeme için parametreler ve sıcaklık profilleri bulunduğunda, bu ayarlar kontrol sisteminde tarifler olarak kaydedilebilir.

Yarattığımız Avantaj
※Viskozitenin hidrolitik bozulmasını sınırlamak.
※ Gıdayla temas eden malzemeler için artan AA seviyelerinin önlenmesi
※ Üretim hattının kapasitesinin %50'ye kadar artırılması
※ Ürün kalitesinin iyileştirilmesi ve istikrarlı hale getirilmesi - Malzemenin eşit ve tekrarlanabilir giriş nem içeriği
→ PET levhanın üretim maliyetini azaltın: Geleneksel kurutma sistemine göre %60'a kadar daha az enerji tüketimi
→ Anında başlatma ve daha hızlı kapatma --- Ön ısıtmaya gerek yok
→ Kurutma ve kristalizasyon tek adımda işlenecektir
→PET levhanın çekme mukavemetini artırmak için katma değeri artırın--- Nihai nem 20 dakikada ≤50ppm olabilirKurut ve Kristalleştireylem
→ Makine hattı, tek tuş hafıza fonksiyonuna sahip Siemens PLC sistemi ile donatılmıştır
→ Küçük, basit yapılı, kullanımı ve bakımı kolay bir alanı kaplar
→ Bağımsız sıcaklık ve kuruma süresi ayarı
→ Farklı yığın yoğunluklarına sahip ürünlerde ayrım yapılmaz
→ Kolay temizlenebilir ve malzeme değiştirilebilir
Müşterilerin fabrikasında çalışan makine




SSS
S: Alabileceğiniz son nem nedir? Hammaddenin başlangıç nemi konusunda herhangi bir sınırlamanız var mı?
C: Alabileceğimiz son nem ≤30ppm'dir (örnek olarak PET'i alın). Başlangıç nemi 6000-15000ppm olabilir.
S: PET Levha ekstrüzyonu için vakumlu gaz giderme sistemi ile çift paralel vidalı ekstrüzyon kullanıyoruz, yine de ön kurutucu kullanmamız gerekecek mi?
C: Ekstrüzyondan önce Ön Kurutucuyu kullanmanızı öneririz. Genellikle bu tür sistemlerde PET malzemenin başlangıç nemi konusunda sıkı bir gereksinim vardır. Bildiğimiz gibi PET, atmosferdeki nemi emebilen ve ekstrüzyon hattının kötü çalışmasına neden olabilecek bir malzemedir. Bu nedenle ekstrüzyon sisteminizden önce ön kurutucuyu kullanmanızı öneririz:
>>Viskozitenin hidrolitik bozulmasını sınırlamak
>>Gıdayla temas eden malzemeler için artan AA seviyelerinin önlenmesi
>>Üretim hattının kapasitesinin %50'ye kadar artırılması
>>Ürün kalitesini iyileştirme ve istikrarlı hale getirme-Malzemenin eşit ve tekrarlanabilir giriş nem içeriği
S: Yeni malzeme kullanacağız ancak bu tür malzemeleri kurutma konusunda herhangi bir tecrübemiz yok. Bize yardım edebilir misin?
C: Fabrikamızın Test Merkezi bulunmaktadır. Test merkezimizde müşterinin numune malzemesi için sürekli veya süreksiz deneyler yapabilmekteyiz. Ekipmanlarımız kapsamlı otomasyon ve ölçüm teknolojisiyle donatılmıştır.
Gösterebiliriz --- Taşıma/Yükleme, Kurutma ve Kristalleştirme, Boşaltma.
Artık nemi, kalış süresini, enerji girdisini ve malzeme özelliklerini belirlemek için malzemenin kurutulması ve kristalleştirilmesi.
Daha küçük partiler için taşeronluk yaparak da performans gösterebiliriz.
Malzeme ve üretim ihtiyaçlarınıza uygun olarak sizinle birlikte bir plan hazırlayabiliriz.
Deneyimli mühendis testi yapacak. Çalışanlarınızı ortak yürüyüşlerimize katılmaya içtenlikle davet ediyoruz. Böylece hem aktif olarak katkıda bulunma olanağına hem de ürünlerimizi çalışırken görme fırsatına sahip olursunuz.
S: IRD'nizin teslim süresi nedir?
C: Depozitonuzun şirket hesabımıza geçmesinden itibaren 40 iş günü.
S: IRD'nizin kurulumuna ne dersiniz?
Deneyimli mühendis sizin için fabrikanızda IRD sisteminin kurulumuna yardımcı olabilir. Veya online olarak rehberlik hizmeti de sağlayabiliriz. Tüm makine, bağlantı için daha kolay olan havacılık fişini benimser.
S: IRD'ye ne için başvurulabilir?
A: Ön kurutma makinesi olabilir
- PET/PLA/TPE Levha ekstrüzyon makine hattı
- PET Balya kayışı yapma makinesi hattı
- PET masterbatch kristalizasyonu ve kurutma
- PETG Levha ekstrüzyon hattı
- PET monofilament makinesi, PET monofilament ekstrüzyon hattı, süpürge için PET monofilament
- PLA /PET Film yapma makinesi
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (Şişe gevreği, granüller, pullar), PET masterbatch, CO-PET, PBT, PEEK, PLA,PBAT, PPS vb.
- Termal proseslergeri kalan oligomerlerin ve uçucu bileşenlerin çıkarılması.







